Изготовление пресс-форм


Содержание:
- Сертификация
- Этапы изготовления оснастки
- Анализ 2D + 3D данных, ТЗ
- Анализ сроков изготовления
- Симуляция, создание схемы переходов
- 3D проектирование, 2D проектирование
- Производственная площадка №1
- Производственная площадка №2
- ZКонтроль изготовления оснастки
- Доводка, получение образцов
- lПриемка оснастки
- Доставка оснастки, деталей
- Пуско-наладка оснастки
- UПримеры изготовленной оснастки
Изготовление пресс-форм
Соответствие сертификатам
Ко всем процессам STANZEN применяется цикл следующих действий по их улучшению
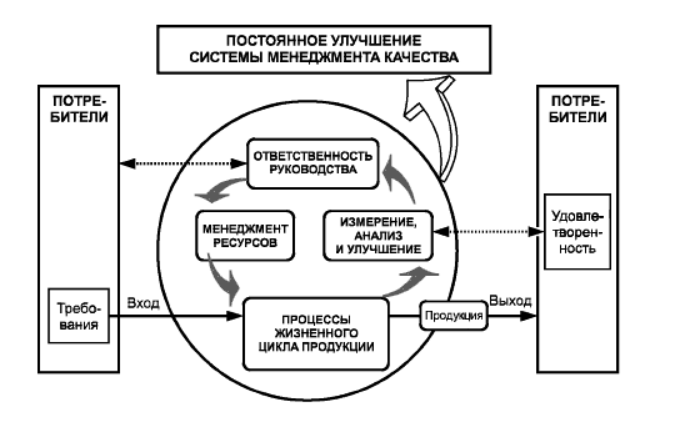
ГОСТ Р ИСО/ТУ 16949 (ISO/TS 16949)
Все производственные процессы STANZEN соответствуют Стандарту ГОСТ Р ИСО/ТУ 16949 (ISO/TS 16949),
содержащего в себе особые требования к системе менеджмента качества (СМК) организаций автомобильной промышленности.

Этапы изготовления оснастки

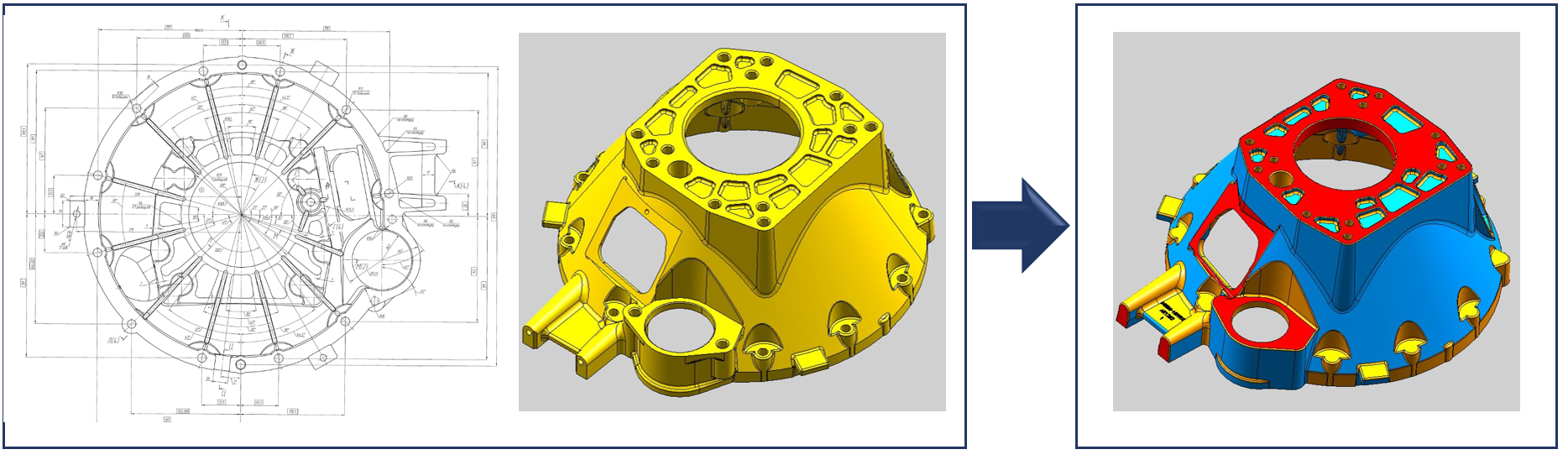
- Проект полностью под ключ — от Чертежа продукта до Финальной детали
- Весь процесс изготовления оснастки складывается в единую цепочку благодаря мониторингу на каждом этапе от Коммерческого предложения до Пуско-наладки
- Каждый этап проекта прозрачен и ясен Заказчику за счет своевременных отчетов, направляемых каждую неделю по почте
Анализ 2D+3D Данных, ТЗ
- Команда технологов «Stanzen» готова проработать ваше ТЗ и на основании 3D модели и 2D чертежа предложить наиболее оптимальный процесс получения детали.
- Тщательная техническая проработка на начальном этапе позволяет получить точное коммерческое представление о затратах на изготовление оснастки, стоимости конечной детали и трудоемкости процесса
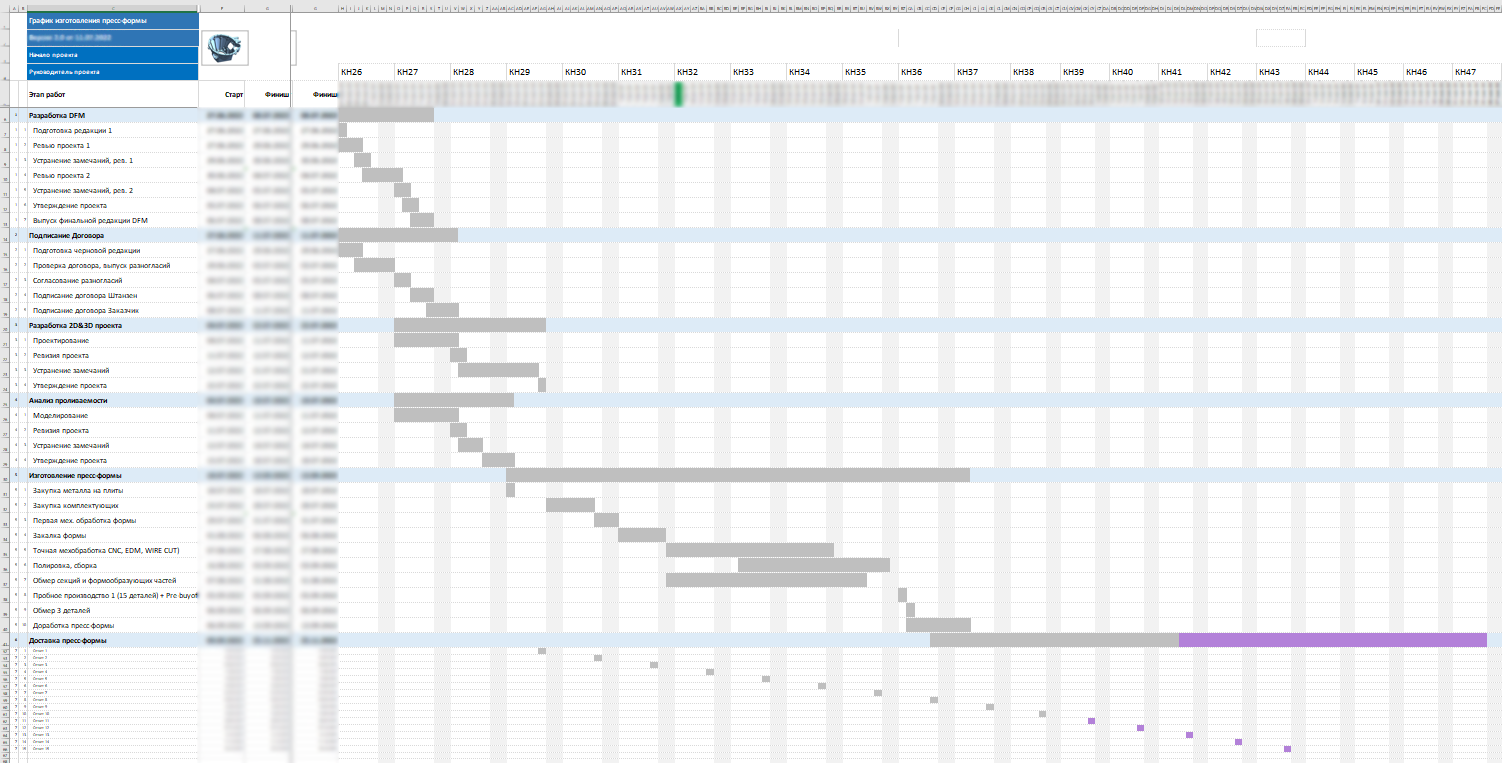
Анализ сроков изготовления
- После подписания контракта Заказчику предоставляется понедельный / подневный график изготовления оснастки с описанием сроков для каждого этапа.
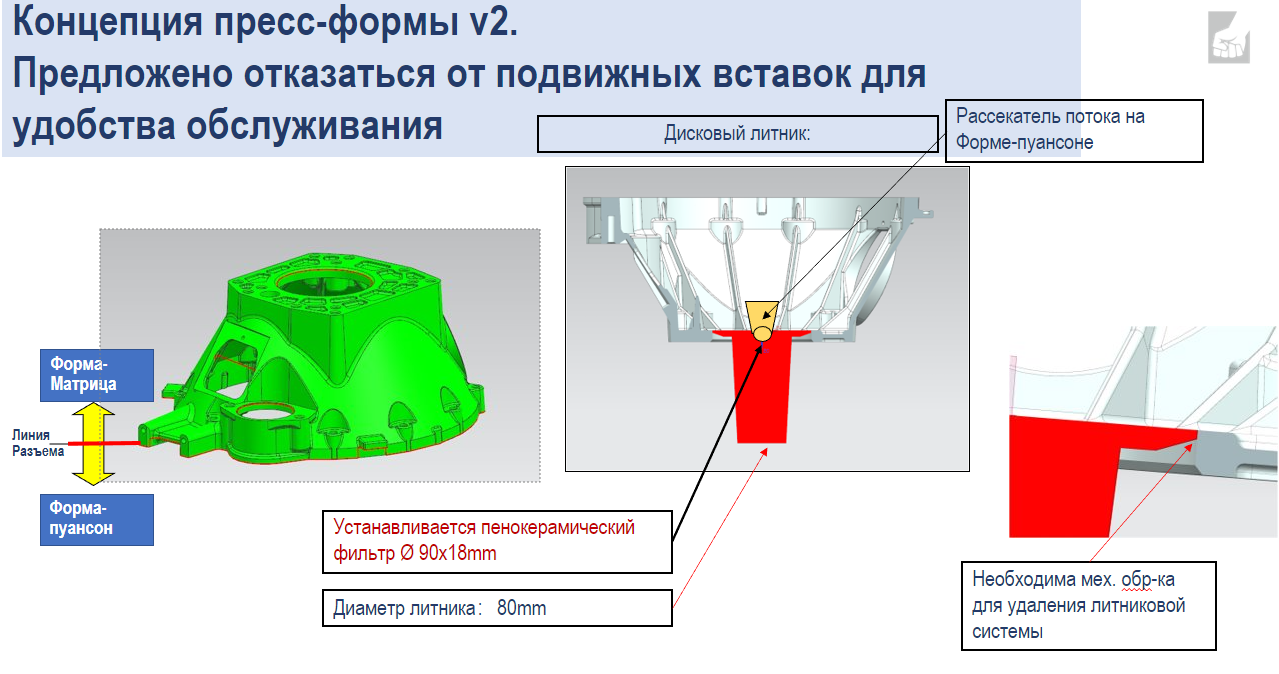
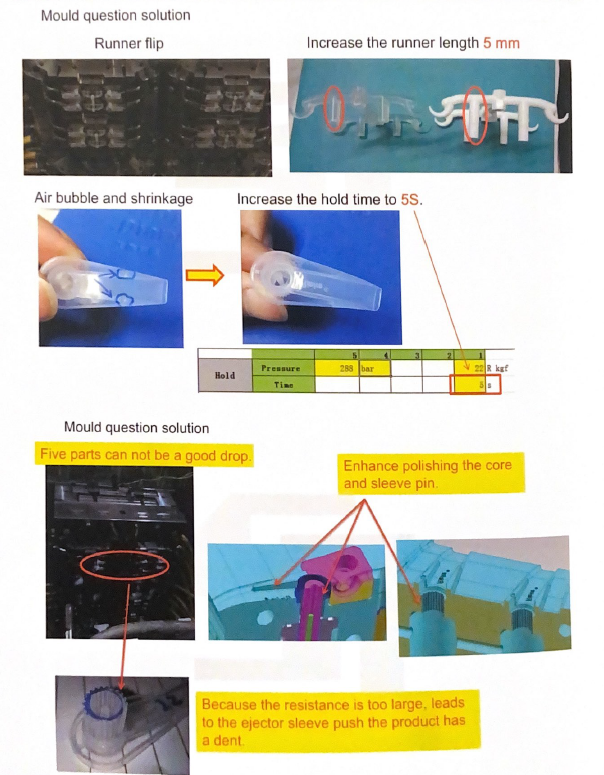
Симуляция, создание схемы переходов
- В процессе создания чертежа отливки и проектирования литниковой системы, конструкторы «Stanzen» проводят Mold-flow анализ (симуляцию), что позволяет на раннем этапе обнаружить недостатки в геометрии детали и устранить их до начала изготовления пресс-формы.
- Симуляция позволяет подобрать оптимальные режимы и обозначить зоны, подверженные образованию дефектов в зависимости от изменчивости того или иного входного параметра (температура прогрева пресс-формы, материала, давления прессования и т.д.)
3D проектирование, 2D проектирование
- Неотъемлемой частью изготовления является этап согласования дизайна оснастки.
- Конструкторы «Stanzen» учтут требования к оборудованию Заказчика (монтажные узлы п/ф, стандарты изготовления, температурные режимы, возможность автоматизации процесса).
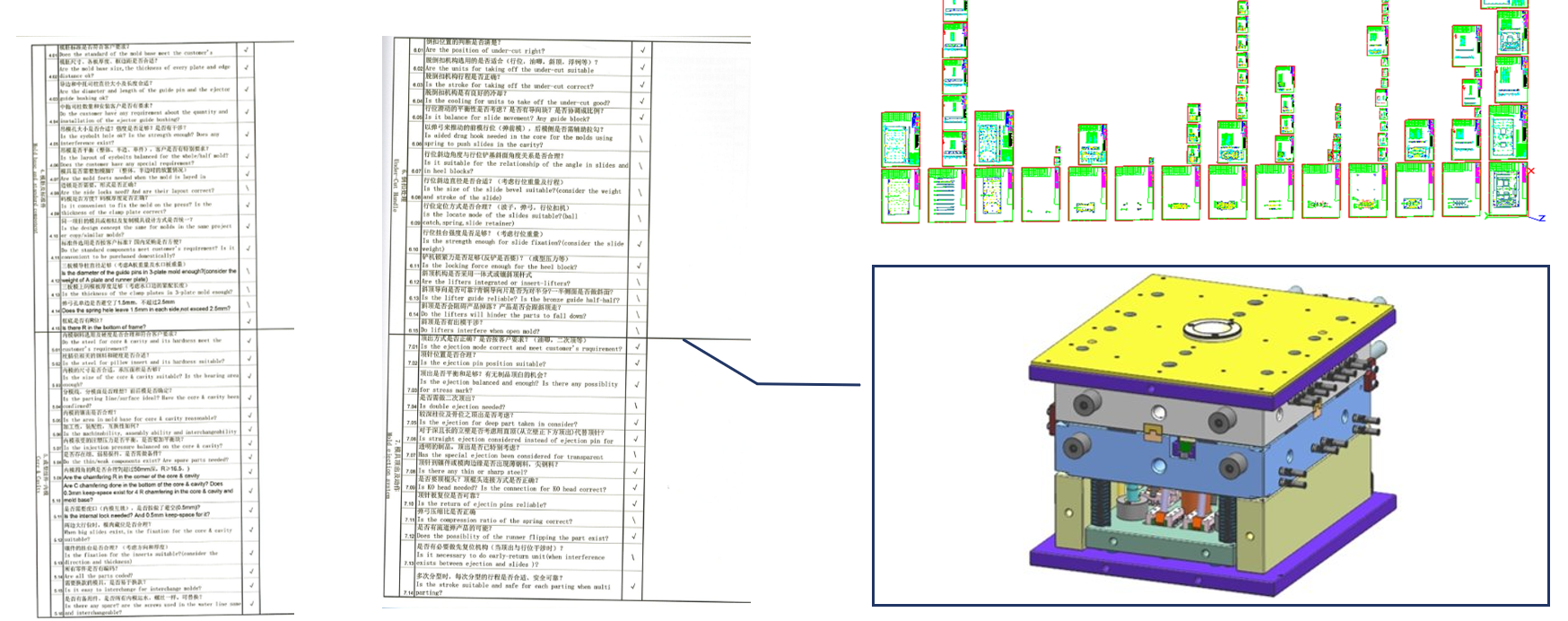
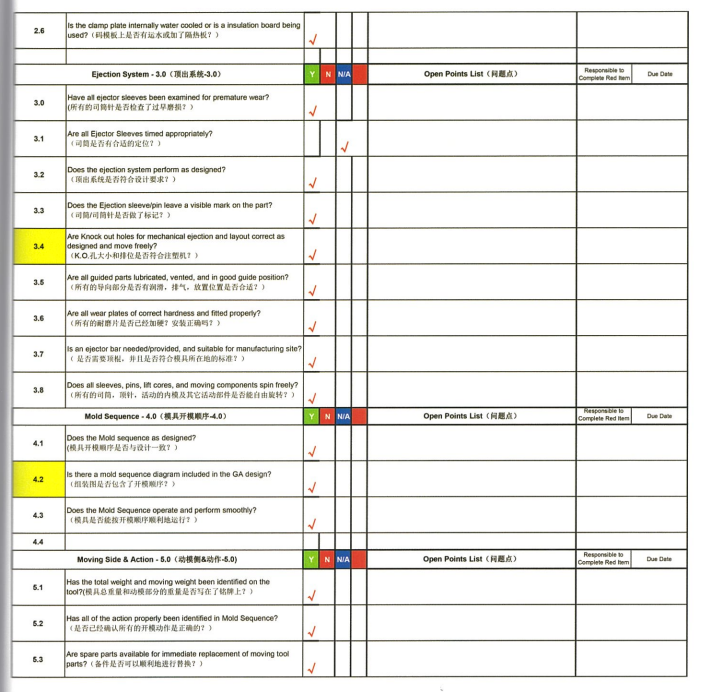
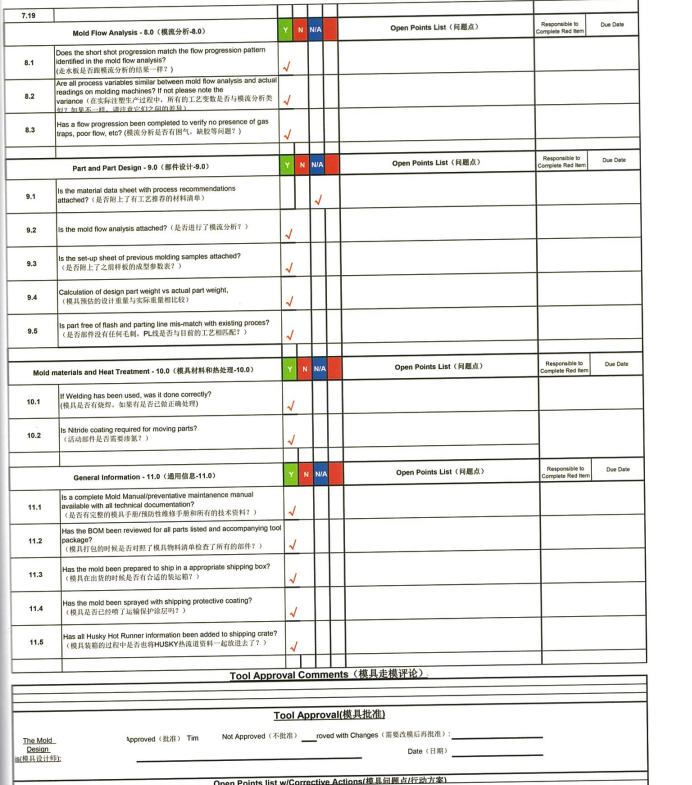
- Результат проектирования оснастки контролируется чек-листом Die Design Review.
Производственная площадка №1
Оборудование для изготовления оснастки


-
ЧПУ станки: DMG, OKUMA, MAKINO
-
Максимальные габариты заготовки — 4000 х 2000 мм.
-
Электроэрозионное оборудование
-
Плоско- шлифовальные станки


-
Парк ТПА для испытаний
-
ТПА: Krauss Maffei, HAITIAN, YIZUMI
от 120Т до 3300Т.
-
Доводочное оборудование
- Прессы для ручной доводки (споттинг) до 500т



-
Габариты стола: 3500х1500х800 мм
-
Контроль качества
-
Цифровое моделирование
- Прессы для ручной доводки (споттинг) до 500т
-
Немецкий сканер ATOS 3D Blue Light Scan Device
Производственная площадка №2
Парк станков
- Токарной обработки деталей диаметром до 100мм. и длиной до 500мм.
- Фрезерной обработки на станках с ЧПУ (7 шт.) деталей габаритными размерами до 650х1500мм.
- Круглошлифовальной обработки деталей диаметром до 100мм. и длиной до 500мм.
- Внутришлифовальной обработки деталей с внутренним диаметром до 60мм. и длиною до 245мм.
- Плоскошлифовальной обработки деталей габаритными размерами до 650х1500мм.




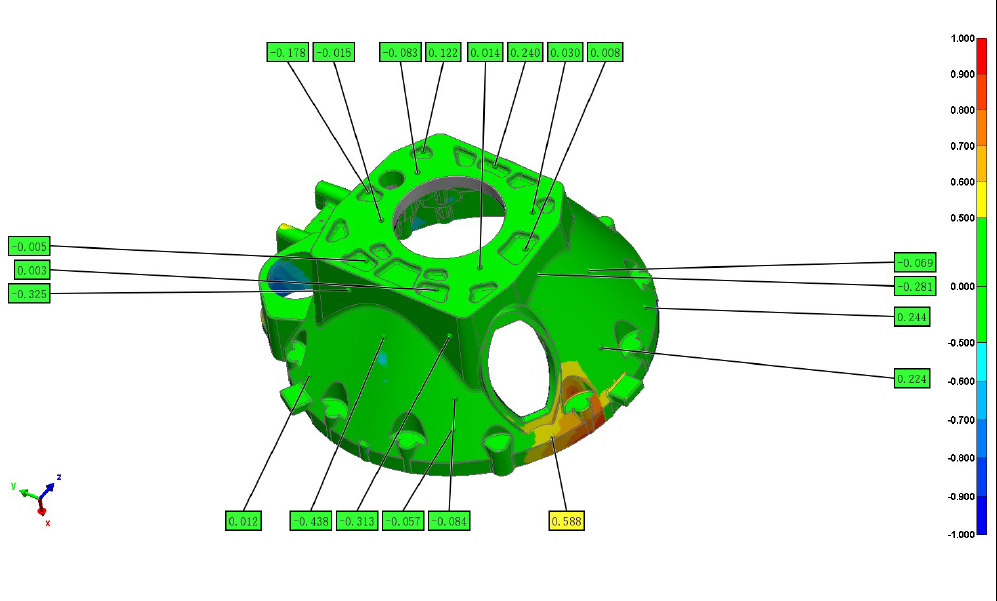
Контроль изготовления оснастки
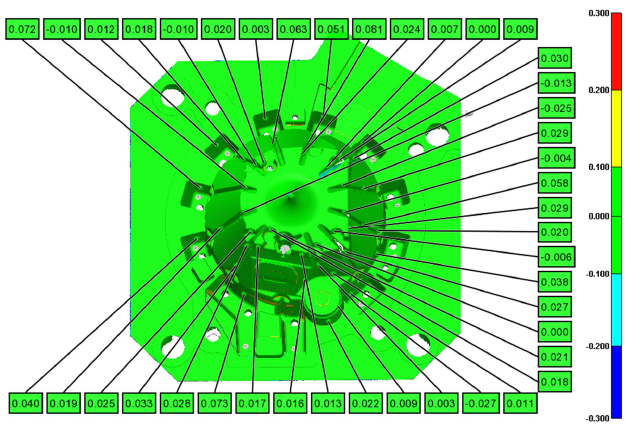
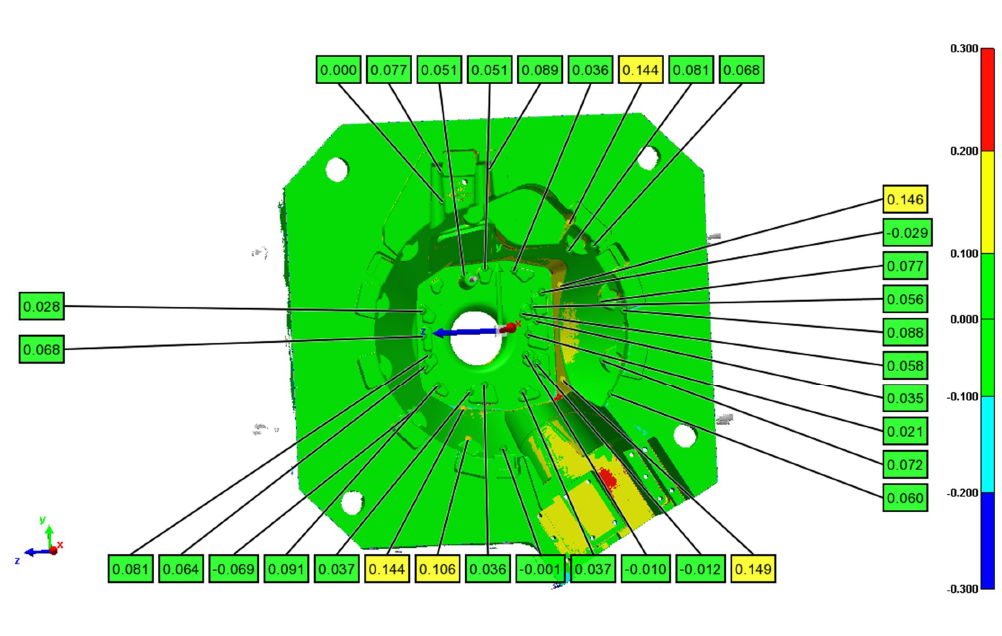
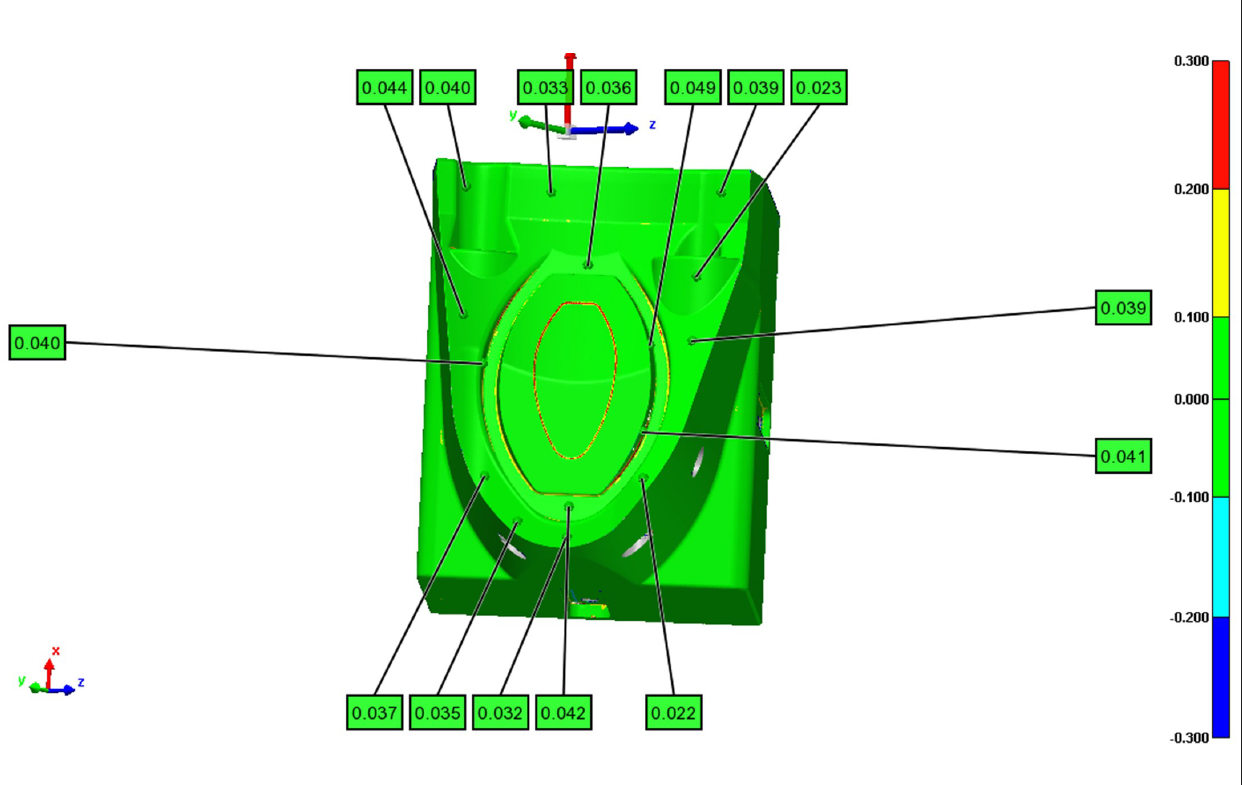
- После механической обработки рабочих частей производится их замер на СММ машине для сравнения результата с исходной математической моделью
Доводка, получени образцов
- Средний срок изготовления оснастки (2D+3D мех. обработка) — 2-6 недель в зависимости от сложности оснастки.
- Сборка оснастки производится командой опытных инструментальщиков.
- На каждом этапе изготовления, заказчик получает еженедельный отчет о статусе готовности оснастки.
- 2-3 цикла доводки оснастки, продолжительностью 1 нед. Каждый -> ОК детали!
Прием оснастки
- Приемка оснастки осуществляется на приемо-сдаточных испытаниях в присутствии (онлайн) Заказчика.
- Испытания проводятся с условием бездефектного производства оговоренного количества деталей. С их последующим замером на повторяемость.
- Обязательные динамические испытания и статический контроль по чек-листу.
Доставка оснастки, деталей
-
Доставка оснастки и деталей любым способом в зависимости от срочности:
- Авиа
- Ж/Д
- Морская доставка

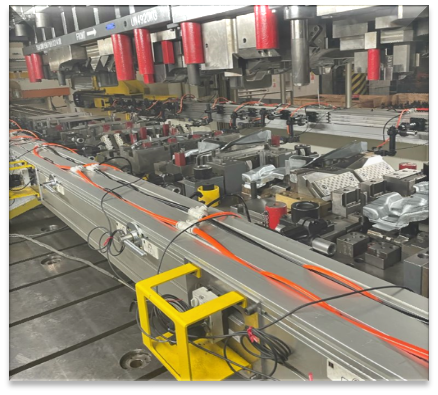
Пуско-наладка оснастки
Предоставляя клиентам высококачественные и стабильные продукты, мы также заостряем внимание на предоставлении клиентам профессиональных, предпродажных и послепродажных услуг.
Современная оснастка требует пуско-наладочных работ для точной настройки на оборудовании Клиента.
Команда слесарей-инструментальщиков «Stanzen» готова довести и провести пуско-наладочные работы для достижения серийных показателей жизни оснастки (целевая скорость, целевая стоимость детали, стойкость оснастки, стабильность геометрии детали и т.д.)


Примеры деталей
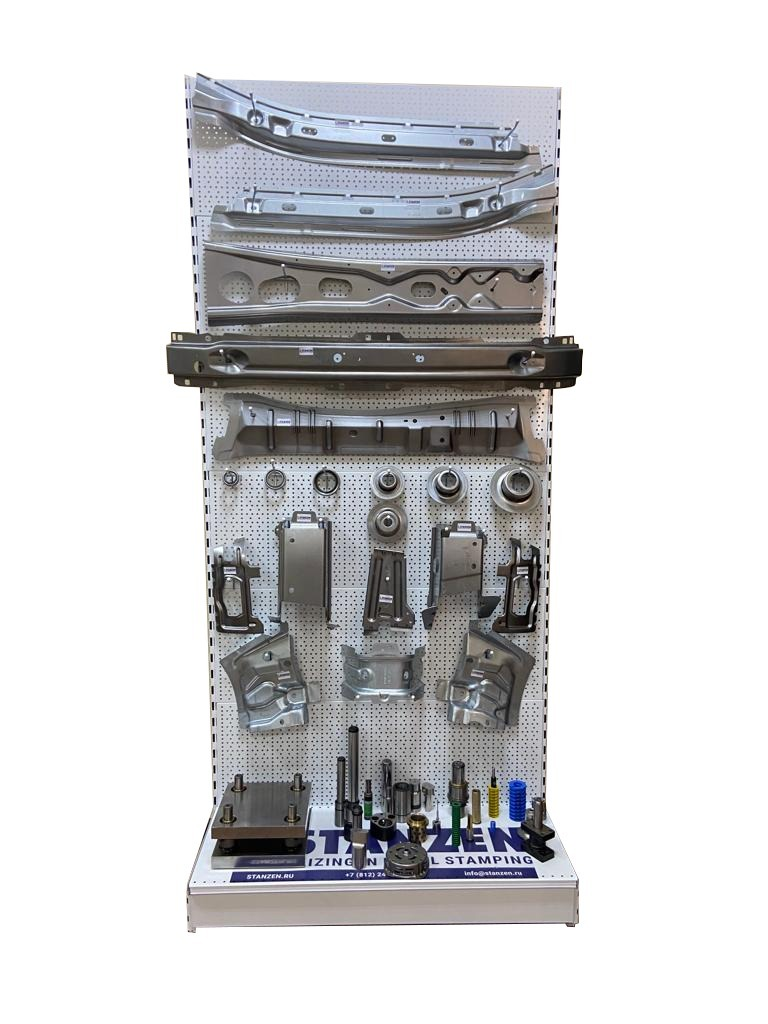

Бытовая техника и товары бытового назначения

Автомобильная отрасль

Давайте работать вместе!
Телефон
Адрес
Санкт-Петербург, шоссе Революции, д 69, лит. А , офис 418
